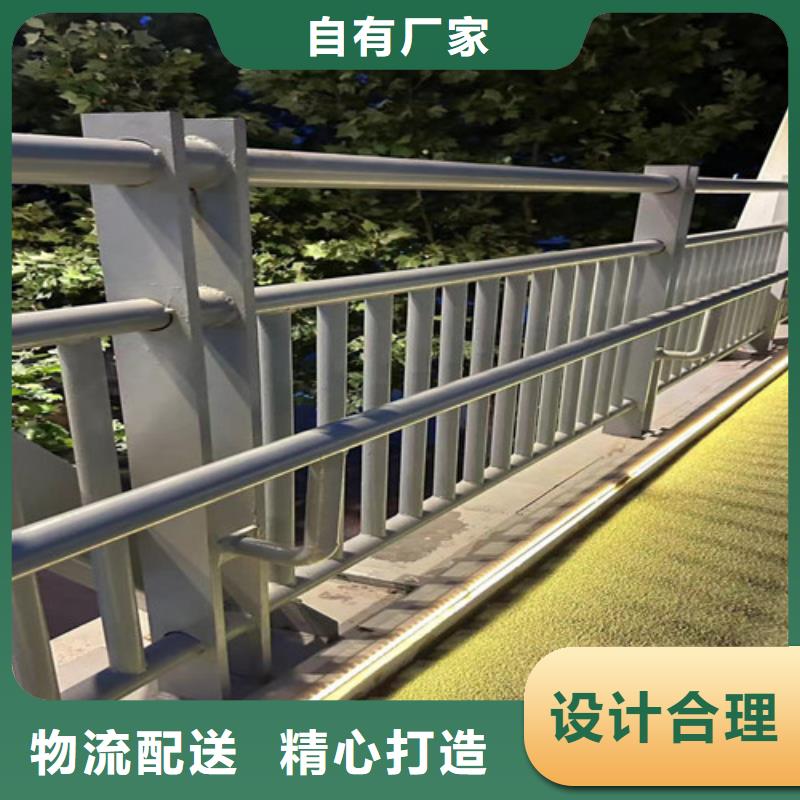
以下是:护栏1交通防撞围栏自有生产工厂的产品参数
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 全国 |
|---|
| 产品产地 | 山东 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
以下是:护栏1交通防撞围栏自有生产工厂的图文视频
护栏1交通防撞围栏自有生产工厂,聚晟护栏制造有限公司为您提供护栏1交通防撞围栏自有生产工厂,联系人:王经理,电话:15376839990、15376839990,QQ:770942940,请联系聚晟护栏制造有限公司,发货地:聊城开发区工业园发货到广西省 河池市 金城江区、南丹县、天峨县、凤山县、东兰县、宜州区。 广西壮族自治区,河池市 河池市,简称“河”,广西壮族自治区辖地级市,地处广西北部、云贵高原南麓,境内地形多样,结构复杂,地势西北高东南低,属亚热带季风气候,总面积3.35万平方千米。截至2022年3月,全市辖2个区、9个县。截至2022年末,全市常住人口340.96万人。
想要知道护栏1交通防撞围栏自有生产工厂产品如何?看视频就知道!看视频,选产品更明智!
以下是:护栏1交通防撞围栏自有生产工厂的图文介绍


焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。



规划中的 高速公路新增路线建设;支持纳入 区域发展规划、对加强省际、区域和城际联系具有重要意义的高速公路建设,主要通道的通行能力;继续完善疏港高速公路和大中城市绕城高速公路等建设。在批准的规划(2013年-2030年)中提到,2030总规模约18万公里,另规划了8万公里的远期展望线。 这其中全国有由7条首都放射线、11条北南纵线、18条东西横线以及部分地区环线、并行线、联络线等组成,将形成上规模的高速公路系统。高速公路护栏用钢约300万吨因公路用钢的主体是高速公路护栏、公路桥梁、涵洞和护坡,一般路基用钢很少。 而护栏是道路设施的重要组成部分,也是高速公路主要耗钢部分。故本文公路用钢量的估算主要指高速公路护栏用钢,桥梁与用钢本文不做估算。高速公路护栏包括护栏板和立柱,立柱间距一般为2米和4米,2米间距立柱主要在危险路段使用。 高速公路标准段每公里用250块护栏板。立柱间距4米,每公里用250根立柱,端头2个,柱帽250个,防阻块250个,连接螺栓250套,拼接螺栓2000套。护栏用钢按每公里护栏板和立柱用钢计算。根据对部分高速公路和市政道路的调查、统计,估计每公里护栏用钢量约为90-100吨左右。



聚晟护栏制造有限公司在成立之时就确定了以人为本,以科技促进发展的理念,始终以“立足 广西河池【热镀锌立柱】事业,为客户解决问题”为使命,围绕公司主营业务履行社会责任,严格确立在任何时间都能站在客户的角度、让我们的客户做有效的 广西河池【热镀锌立柱】,并以良好的服务和满意的治理效果赢得了广大客户的认可。



在电子商务的平台上,采购商可以有更大的选择空间和余地,面对大量造商,可以进行有针对性的选择。根据平台上的数据,对品牌、产品、地域和价格有比较清晰的认识,多家选择,有利于使更的企业能够脱颖而出,同时能够让购买者称心如意的选择。 施工时注意与原地形的结合。在进行环境整治过的埋设位置,从而在整体上反映了原地面的基本特征,顶端呈优美自然的曲线状,缓缓起伏,绵延向前。,流畅的线型,与行驶在高速公路上的车辆形成了理想的静动对比统一;此外,从某种意义上讲,它已经成为区域性视觉系统的一部分,有利于驾驶员预见到公路方向和路况的变化,并能及时采取的行驶措施。 施工过程中要注意眼线各种设施的均衡性和协调性。各种设施不仅要在结构尺寸、形状、色彩上充分考虑,而且要做到前后呼应、整齐统一,给人以美的享受。如果设置不当,往往会引起视觉污染。因此,它们的形状、大小、高矮以及色彩等,既要鲜明醒目、振奋活跃,又要不刺眼。 与周围景观协调,形式美观:现代高速公路除了要求路线空间造型满足通视、导向功能,使驾乘人员感到线形流畅、清晰、行驶舒适,并拥有一个区域性的视觉系统外,在设计时还必须注意公路景观造型的研究,使得驾乘人员在更大的环境中感受美。



内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。

护栏1交通防撞围栏自有生产工厂,聚晟护栏制造有限公司专业从事护栏1交通防撞围栏自有生产工厂,联系人:王经理,电话:15376839990、15376839990,QQ:770942940,发货地:开发区工业园,以下是护栏1交通防撞围栏自有生产工厂的详细页面。